A Memory of Bert Grant
September 3-5, 1997
The 1997 Yakima Hop Harvest
On September 3-5 I traveled to Yakima, Washington
along with 11 other beer writers as the guest of Bert Grant's Ales and
Stimson Lane to witness the hop harvest. It was a long time ago, and I
was a bit more...exuberant.


Welcome to Yakima!
After some pretty smooth flights from Philly to Chicago
and then to Seattle, I met up at SEATAC airport with Tony Forder (Ale
Street News), Willi Loob (then with Beer Connoisseur, now
with Food & Wine), Stan Hieronymous (The Beer Traveler), Tom
Bedell (freelancer, great guy), and Phil Doersam (used to do Southern
Draft, not sure where he is now). We had half an hour till our
flight to Yakima, so we hit the bar for fresh taps of Redhook ESB,
Full Sail Golden Ale, and Alaskan Amber.
Fortified, we climbed on the turboprop for a beautiful hop
over the mountains. As the sun set, Mt. Rainier came rearing up out of
the billowing white clouds. Yakima was clearly a farming area, the
fields of hops and grapes and the apple orchards plain to see from
above.
Ben Myers greeted us at the airport (Ben was doing PR for
Stimson Lane at the time; he's since left the beer biz for more
remunerative work) with leis of Chinook hops (Phil guessed the hop
correctly), we picked up William Abernathy (formerly Celebrator,
last seen in Manhattan), Alan Moen (Northwest Beer News) and
Peter Terhune (formerly Ale Street News, now in advertising and
still a good friend) and we were off to Bert Grant's Pub. We took over a
big table by the (cold) fireplace and started eating (good food, but why
would you bring a bunch of men with beards a veggie and hummus plate?)
and drinking.
 We got cask-conditioned Scottish Ale
(very
nice, but not quite up to the standards of East
Coast cask-conditioned stuff, I'm afraid!),
IPA (well, just what you'd expect: HOPPY!!), Perfect Porter
(sporting a LOT of vanilla from the oak-aging, a creamy mouthful),
and Imperial Stout (beefy stuff, and made a hell of a mix with the
IPA). We talked, we laughed, we drank. Around 9:30 Ben
guided us out to the bus and we went to our hotel. After we dumped
our bags, Ben got out his AmEx card and a box of cigars,
and we took over the corner of the lounge. We drank a lot more Scottish
ale and Scottish whisky and American whiskey... and then I
went to bed around 12:30 local time. 3:30 Lew's Body Time.
We got cask-conditioned Scottish Ale
(very
nice, but not quite up to the standards of East
Coast cask-conditioned stuff, I'm afraid!),
IPA (well, just what you'd expect: HOPPY!!), Perfect Porter
(sporting a LOT of vanilla from the oak-aging, a creamy mouthful),
and Imperial Stout (beefy stuff, and made a hell of a mix with the
IPA). We talked, we laughed, we drank. Around 9:30 Ben
guided us out to the bus and we went to our hotel. After we dumped
our bags, Ben got out his AmEx card and a box of cigars,
and we took over the corner of the lounge. We drank a lot more Scottish
ale and Scottish whisky and American whiskey... and then I
went to bed around 12:30 local time. 3:30 Lew's Body Time.
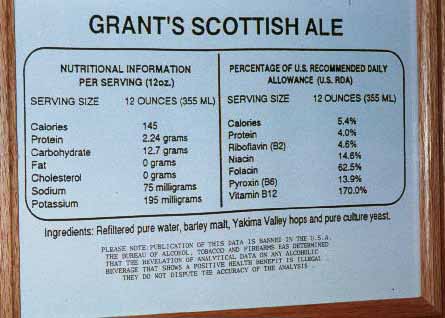
This is the 'illegal' nutrition label Bert put on his
Scottish Ale.
The BATF forced him to remove it.
Day 2: Out to the Fields
And didn't my stupid body wake me up at 5:30 local time!!
I got to have a talk with myself... After a shower and breakfast, we
loaded onto the bus for a trip to the American Hop Museum. Great
place, completely volunteer staff. Big collection of old photos of
hop-picking, tools and living equipment of the migrant workers, many
of whom were American Indians. We learned how hop-harvesting used to be
done (laboriously and slowly).
Then we sampled single hop versions of Grant's IPA, brewed
with identical IBUs of Nugget, Galena, Centennial, and Liberty. Hop
character is the single most elusive component of beer for me. I
just have problems teasing out 'grassy', 'floral', 'spicy,' and
'citrus.' This really brought it home, and I have determined to
learn this skill.
We then went off to S.S. Steiner's Golden Gate hop ranch,
where we went out to a muddy hop field, rubbed open cones in our noses,
and asked impertinent questions. They had a windstorm three weeks
ago which took out 5 or 6 'hopyards,' the heavily braced and
guyed wire/pole grids which support the hop vines. Must have been
something to see!
I got really weirded out by the sight of empty hopyards. There
was something hypnotic about the long symmetrical rows of poles,
marching off in straight and diagonal lines, with the wires and dangling
twine knots making a semi-opaque top cover. The effect almost had
me in a drooling stupor as we drove past these empty fields. . .
. Here, take a look: 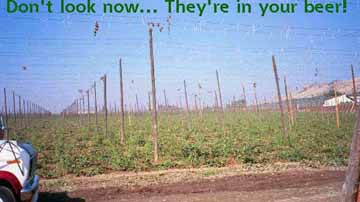
The processing 'facility' was some buildings in a hopyard.
They bring the cut vines to the facility, hang them on hooks and
run them up a chain to be picked. The machine mostly consists of a
series of wire 'fingers' which pick the hops off the vines.
Everything falls onto a set of 'dribble belts,' constantly moving
belts which are set at a slant, partly offset from each other, something
like this: /////////, only the whole set is also angled upwards to the
right. The belts move upwards. As they move, picked hops, being
more circular, roll DOWN the belts, while hops with leaves and stems
attached move upward. The rolling and dropping also help separate
the hops from the stems. The clean hops fall through to a
conveyor belt. The leaves and stems which reach the top belt go back for
another run through the fingers. Really ripe hops come off the
vine quite easily, overly ripe ones fall apart.
Once free of leaves and stems, the river of green, redolent cones
runs across to the kiln. Here they are evenly spread (by a traveling
belt) in rectangular beds 28 to 40" deep, depending on the type of
hop. The propane burners beneath send a rush of hot air up
through slatted floors covered with thick, open-weave cloth. The hops
will take between 7 and 12 hours to dry from 80% moisture to 10%,
depending on the hop, the time of day, and the prevailing humidity.
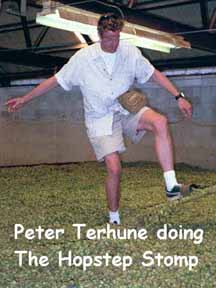 The boss of the kiln (Joe Carde
The boss of the kiln (Joe Carde
na, a
15-year veteran who learned the tricks from his dad) will put on 'the
hop shoes', two 1X2-foot slabs of thin plywood with canvas
straps [That's Peter Terhune trying them on], and walk
out onto the hop bed, turning and testing with a big 5-tined
pitchfork. His knowledge of the status of the hop is crucial:
dump too soon, and the hops have too much moisture and will be
unacceptable at the warehouse; wait too long, and the hops
will fall apart at a touch. 10% is perfect, but the hops on top
will be wetter, those on the bottom drier. The idea is to
dump them in a mixed heap to cool, and the moisture will equalize.
Then the hops are baled in 200 lb. bales, tested with the moisture
probe (NOT something you would want to be tested with
yourself, believe me), and loaded on the truck.
Why do they dry hops? Real simple: if they didn't, they
would start to rot within a day or so. In fact, hops are a
pretty sensitive crop. As I said, the wind had blown down some
hopyards. Steiner's supervisor at Golden Gate was going to shut
down operations ("These Galenas aren't coming in ripe
enough anyway.") and move his pickers to help his
neighbors get as much of that crop as possible. For a fee, of
course! But those hops had to be picked off the ground within days
or they would be ruined.
As I said, these were Galenas. The vast majority of the
Valley's hops are high-alpha hops like Galena, Nugget , Cluster,
Chinook, and a relative newcomer, Eroica. (The big aroma hops are
Willamette, Tettnang, Cascade, Mt. Hood, and Fuggles.) These are usually
used in pelletized form by major brewers, the theory being that high-alpha
hops lower costs. They are more compact (more bitter per cubic
foot), weigh less (more bitter per lb.), and cheaper (more bitter per
acre). Yakima grows 30% of the world hops crop on 32,000 acres of
hopyards. Half of the Yakima crop is exported, a of it to the big South
American and Asian brewers. As an interesting sidenote, Kevin Laurent,
the ranch supervisor, said that about 25% of the Valley's hops were
grown on land leased from local Indian tribes.
Hop Cheese, Hop Pellets, and other Unnatural Things
Then it was back on the bus, to head for Steiner's facility in
Yakima for warehousing and pelletizing operations. Did you know
that A-B uses aged hops? Steiner had a whole warehouse about 3/4
full of them. It was COLD in there, too. They were stacked up,
just sitting there. The hop buyer came close to saying he thought it
was nuts, but noted that A-B always pays on time. He also said that A-B
was fanatically picky about the quality of the hops they bought on
the open market. "Plenty of hops Busch rejected we've sold for
premium prices and the brewers were glad to get them."
 Anyway, we met this buyer, Tom Huck, and a hop tester,
Jerry Patenode. Tom was the talker, Jerry was the doer.
(Funny little sidenote: the fellow who was taking us through
Steiner kept saying "This is [insert name of worker here],
who knows more about [task/hop knowledge here] than I do,
a LOT more!" At which point I'd think to myself "But
you tell him what to do!" Business is strange, isn't
it?) Tom told us about the tools Jerry uses. There was the aforementioned
moisture probe, a small (20") harpoon-like tool
called a 'tryer', a corer, which looked like a twin-handled
punch, and a really mean looking thing that looked like a
pair of pliers made out of two short-handled pitchforks (see
photo).
Anyway, we met this buyer, Tom Huck, and a hop tester,
Jerry Patenode. Tom was the talker, Jerry was the doer.
(Funny little sidenote: the fellow who was taking us through
Steiner kept saying "This is [insert name of worker here],
who knows more about [task/hop knowledge here] than I do,
a LOT more!" At which point I'd think to myself "But
you tell him what to do!" Business is strange, isn't
it?) Tom told us about the tools Jerry uses. There was the aforementioned
moisture probe, a small (20") harpoon-like tool
called a 'tryer', a corer, which looked like a twin-handled
punch, and a really mean looking thing that looked like a
pair of pliers made out of two short-handled pitchforks (see
photo).
They went to work on a bale of Cascades with these things.
The moisture came out around 9%, a tad low. The tryer is punched
right through the burlap and retrieves a finger's-width
sample of hops. The corer requires a slit in the burlap,
which Jerry made with a runty machete which appeared to
be QUITE sharp. The corer was then forced into the bale, and
brought out a plug of hops about 10" long and
2" wide. Keep in mind that the hops are tightly compressed
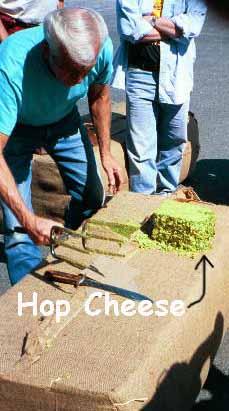
in these bales. Then Jerry whacked three slits in the burlap like
this l_l and worked the fork-pliers
into the hops. He pulled out a block of compressed
Cascades about the size of 8 lbs. of stick butter (it was 2
lbs. of hops, Tom told us). He trimmed it down, and it looked
like Stilton cheese, and held together better. You could
actually pick it up, the hops are so compressed (and cohesive;
that lupulin is pretty sticky stuff.) This is what is sent
to brewers as samples of a lot.
Jerry is a pro; this is his 36th season as a hop tester.
He has gotten to the point where he can not only tell a hop
variety by smell, but by feel as well. Tom told us there
had been a mistake at one of the processing facilities, where a kiln-load
of Galenas had accidentally been dropped on a big pile of
Nugget. No one realized it until the mixed hops had already
been baled, about 200 bales. That's a LOT of hops, a LOT
of money. Jerry went through, and in about three days of work
with the tryer, picked out the bales which were Galenas
(about 46 of them), and those which had enough Galenas in them
that they could not be sold as Nuggets (about 15, I think). Tom
said that weight analysis and chemical testing bore him out on
the money. Now THAT'S knowing your hops!
Next we went to Steiner's pelletizing operation. Bert
Grant designed and built this for them back in the 70s, the first
of its kind in America. Brewers were using powdered hops for two
reasons. They were MUCH easier to store (they took up about 1/2 the room
of whole flowers), and the utilization was higher. BUT they were a
booger to use, because the powder had a tendency to blow right up
the exhaust stack when it was added. So Bert designed a mill based on
pelletized animal feeds.
The hopbales are run through a 'bale-breaker' (lots of giggles
on THAT one!), then fed to a hammermill, which crushes them to powder.
The powder is thoroughly mixed, then fed to the pellet dies,
horizontal wheels with pellet-sized holes, and the powder is crushed
into the holes by heavy rollers. The pellets hold together by the 'glue'
of the lupulin (which is heated slightly by the pressure of the
process). The pellets are bagged in barrier packages which are
pre-evacuated and flooded with either CO2 or nitrogen. The hops are said
to be good for two years in proper storage.
Frozen hop pellets? You betcha! The other pelletizing line was
the same as the first, up to the point where the hop powder went into
the mixer. At that point the hop powder entered a cold room, something
like -10F. This turns those nice soft, sticky lupulin glands into
bitter little marbles... which makes it really easy to shake out the
'leafy matter.' That's done, and then it's all shaken up a second
time, which gets even more marbles out. Then this concentrated
lupulin 'gravy' is sent to the pelletizer, resulting in a pellet
which is incredibly high in alpha acids (something like 45%). Again,
this is all driven by the desire to have a smaller, more stable package
than whole flowers. This process succeeds with a vengeance.
Neither of the lines was running. They don't start running
until late September, at which time they will run around the clock,
five days a week, until April. Meanwhile, the hop brokers are
selling the premium hop flowers for whole flower brewers, sending
the not-so-pretty ones to the pellet mills, and the rest to the Extract
facility there in Yakima, a wholly owned subsidiary of SS Steiner.
The extract facility uses two operations, one CO2 extraction, the
other a liquid CO2 extraction (don't ASK me how they get liquid CO2,
I thought it was only solid and gas!). About 60% of Steiner's hops go to
the pellet mill, 20% are sold as whole flower hops, and 20% go to the
extract facility.
A word about hop extract. Here's how it works. Liquid CO2 is
run through a bed of pelletized hops. It absorbs the hops oil
and resins (alpha acids are in there). Then the gas is allowed to
evaporate, and the extract is left. Steiner's Technical Director,
Darwin E. Davidson, claims that this process 'gives a true flavor.' Now:
extracts CAN be split down further to pure alpha acids, hops oil,
and beta acids. But the oils' flavor is changed by the process.
The extracted alphas can also be 'isomerized.' (This is what actually happens
in the kettle to alpha acids, Darwin said.) You can add the iso-alpha
acids directly to the beer for hop 'character.'
There is a further step used by Miller Brewing for hops for
their clear-bottled beers. They take the iso-alpha acids and hydrogenate
them, much like is done at refineries: they force hydrogen through
the oils at extremely high pressures. This produces rho-iso-alpha
acids, also known as tetralones. Oddly, a somewhat more complicated
process can create identical compounds from the beta acids. These
tetralones have intensified bitterness, better immunity to sunlight, and
increase foam stability and retention. Needless to say, they do not
maintain the flavor of fresh hops.

Hop-picking mural on the side of the American Hop Museum.
At Long Last: We Drink Beer!
After we left the pelletizing facility we tasted Grant's new
seasonal beers. What we got first was the Springfest Ale. This booger is
hopped with Willamette and Cascades, 5.8%ABV, 15P OG, 3.3P FG, 25-30 IBU.
We got it unfiltered, and without the dry-hopping. We liked it just
fine. The relative lack of hop aroma was more than made up for by
the 'cask' quality of the lively yeastiness. This was a good fruity
beer, too: Bert uses the same ale yeast for everything he brews
(except the hefe, which is "dusted" with Weihenstephan yeast
in the post-fermentation). The story is that when Bert was doing
research for Canadian Breweries, he took the opportunity to screen
400 different strains of yeast. He chose this one, and kept it against
the day he would be brewing himself.
Then we tried the Summer Ale, dry-hopped with Chinook. This
was surprisingly nice in the hop aroma department, I hadn't really
thought of Chinook as an aroma hop. It was otherwise uninspiring, my
least favorite of the bunch. Then we got the Fresh Hop Ale. 5.2%
ABV, somewhere around 25-30 IBU (it varied from batch to batch), and
purely hopped with Cascades, along with that late addition of fresh
Cascades. Now, it was GOOD, don't get me wrong. I would drink lots and
lots of it. But for a beer called "Fresh Hop Ale," I expect
it to be pretty damn hoppy. If 'hop' is in the name, you know. The
green hop character was subtle; there, but subtle. If I had not known
what was going on, I would have written it off as a yeast effect.
My favorite was the Mt. Hood-hopped (really like that hop!)
Winter Ale, with 6.0%ABV, 16P OG, 3.5P FG, 30 IBU, and honey, wheat, and
roasted barley. This was a delicious, chewy beer that was still very
drinkable. After all, 6.0% ain't HUGE for a winter beer. I'd love some
of this come December.
Then we had some free time, and met back at the brewpub for
dinner. Dinner was not that great. The salad was uninspired, there was a
neat little green bean and purple onion in vinaigrette with goat cheese
thing, but the 'steak lasagna' was poorly planned and more poorly
executed. The appetizers were GREAT, though: Stilton cheese and
french toast rounds with fresh grapes, real nachos, and hummus and
pita wedges. Likewise the beer: I dug deep into the IPA and Imperial
Stout and rarely came up for air!
The last course of the dinner was back at the hotel lounge:
cigars. After a bad experience with Ben's Don Tomas cigars
the night before I stuck to cadging Hoyo de Monterrey's from Alan
Moen. Unfortunately, it was bad comedy night in the lounge: the guys on
stage sucked EVERY bit as much as you would guess comedians in
Yakima would. The one guy had a whole routine of Wyoming jokes (which
I'm sure became Montana jokes when he was in Cheyenne) which would make
you cry from pity. So we left. We went to a sports bar which had Alaskan
Amber and three taps of Bert's beers (my kind of sports bar!), then
an Irish pub which did not serve Guinness (NOT my kind of
Irish pub!). Then it was home for sleep, and sleep I did.
Day 3: Ben Puts Us To Work
On the last day... We were rolled out of the sack for another
delicious breakfast (one nice thing about farm-country restaurants: they
sure-GOD know how to make breakfast!), and were herded onto the bus. Out
we went to Rick Van Horn's hopyard, where Ben had located some Cascades
that were just being harvested that morning. We sat around in the bus
while Ben apparently tried to make small talk with the migrant
workers (we should have let Chris Brooks go out and talk to them,
he had gotten fairly twisted the night before and insisted that
he was "Senor Lopez!" in fairly impressive Castillan
Spanish), then Van Horn showed up and yanked down three big leafy
pythons of Cascade vines for us.
We cheerfully marched them over to the back of the bus,
stuffed them in, and headed back to the brewery. We were there in 20
minutes, and Ben handed out gloves and nylon bags. We set to work
picking hops. When we had one nylon bag two-thirds full, Ben said we
could stop, because "the group we had last week told me to get
bent long before they got this far!" So, would that make us good
sports, or suckers? Doesn't matter, cuz we then got to drink Fresh
Hop Ale, so we didn't care. We quenched our thirsts, then set out on
brewery tours.
It was a brewery tour. You've all been on them. There was a
kegging room, a coldroom (a big one: the one before this one had
collapsed in an unusually heavy snowfall the winter before, ruining the
entire store of beer. Grant's started from zero and brewed around the
clock for a while.), a bottling line, yada yada yada. Unusual stuff: a
real copper brewkettle (for heat properties and the unsure chemical
properties), a gravity brewhouse (the kettle was way up in the tower,
pretty cool, really), and Bert's yeast strain.
 Then we talked to Bert. Bert started working in
breweries at age 16, in 1945. Things were different then:
"Budweiser was around 20-22 IBU, about 15-20% rice."
(Ben jumped in at this point, chiding Bert for saying things
that "of course we can't really say for sure, since we're
not Anheuser-Busch!" Marketing weasel...) Bert made
a telling point, talking about his days at Canadian Brewing. The
beer was being made lighter and lighter, supposedly to
appeal to the market's changing tastes. "Most of these
decisions were made by people who didn't drink beer. We'd
have the Christmas party and there'd be two bars. At one end
would be the bar with beer, and all the brewers would be down
there. At the other end would be the bar with the liquor, and
that's where all the marketing people would be."
Then we talked to Bert. Bert started working in
breweries at age 16, in 1945. Things were different then:
"Budweiser was around 20-22 IBU, about 15-20% rice."
(Ben jumped in at this point, chiding Bert for saying things
that "of course we can't really say for sure, since we're
not Anheuser-Busch!" Marketing weasel...) Bert made
a telling point, talking about his days at Canadian Brewing. The
beer was being made lighter and lighter, supposedly to
appeal to the market's changing tastes. "Most of these
decisions were made by people who didn't drink beer. We'd
have the Christmas party and there'd be two bars. At one end
would be the bar with beer, and all the brewers would be down
there. At the other end would be the bar with the liquor, and
that's where all the marketing people would be."
Bert also said that German brewers' reverence of the
Reinheitsgebot is "phony. I go over there to tour, and
they have chemicals and additives sitting in their warehouses.
But they tell me 'Oh, that's only for our export beers.' As if
that made it better!" He said that Stimson Lane's wine
distribution channels have insulated Grant's from the effects of
A-B's '100% share of mind' campaign, which has crippled so many
micros' distribution.
It was an interesting talk, but over far too soon. We had
to run for the airport for an 11:20 flight out. We thanked Bert,
and Ben, and flew away. As we lifted out of SeaTac Airport I had
a great view of Mt. Rainier, what was left of Mt. St. Helens,
and Mt. Hood. It was a nice way to end a good trip. After
an uneventful flight to Dulles, I spent 45 minutes talking
writer trash with Peter Terhune, then flew home.
